THÔNG SỐ CHỌN CHẾ ĐỘ CẮT KHI PHAY, TIỆN TRONG GIA CÔNG CƠ KHÍ CHẾ TẠO-PHẦN 2
Các yếu tố ảnh hưởng đến chế độ cắt trong gia công cơ khí
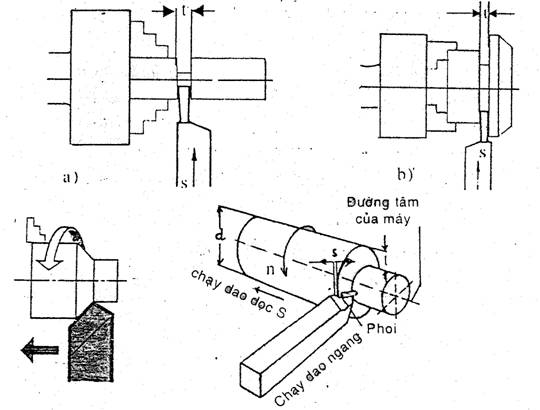
Chiều sâu cắt (t): Là khoảng cách giữa các bề mặt đang và đã gia công, đo theo chiều vuông góc với bề mặt đã gia công.
Lượng chạy dao (s): Là khoảng cách dịch chuyển của dao trên vòng quay của phôi, hoặc là khoảng dịch chuyển của phôi sau một vòng của dao.
Thương có lượng chạy dao dọc, ngang, nằm ngang, thẳng đứng, nghiêng, hoặc là lượng chạy dao tròn
Chiều rộng của Phôi b(mm): Là khoảng cách giữa các bề mặt đang và đã gia công đo theo mặt cắt.
Chiều dày phôi a (mm): Là khoảng cách giữa hai vị trí liên tiếp của mặt cắt sau một vòng quay của phôi hay sau một lần chạy dao, đo theo phương vuông góc với chiều rộng phôi.
Diện tích phôi f (mm2): Là chiêu sâu cắt (t) và lượng chạy sao (S), hoặc chiều rộng phôi (b) với chiều dày (a): f = ts = ba
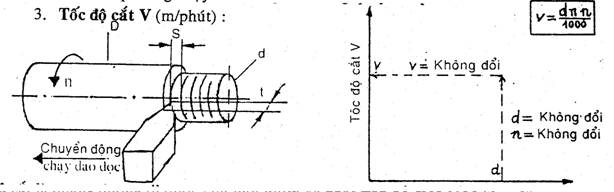
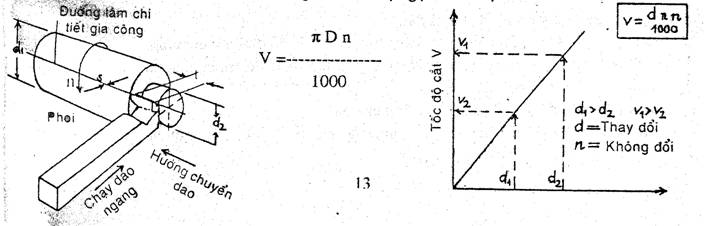
Tốc độ cắt V(m/ph): Là đoạn đường dịch chuyển của lưỡi cắt đối với mặt đang gia công trong một đơn vị thời gian.
Vậy thì mỗi phương pháp gia công khác nhau thì đều có các thông số về chế độ cắt khác nhau, và chế độ cắt phụ thuộc vào rất nhiều yếu tố. Chính vì vậy các thông số chế độ cắt và đặc biệt là cách lựa chọn thông số chế độ cắt trong gia công cơ khí chế tạo máy là điều mà bạn cần lưu ý.
Thông số giúp cho việc chọn chế độ phay hợp lý
Để giúp có cái nhìn tổng quan hơn về Chế độ chạy dao hợp lý. VATTUCOKHI247 xin tổng hợp một số khái niệm có liên quan đến chế độ chạy dao. Hy vọng bài viết có thể có ích cho các bạn
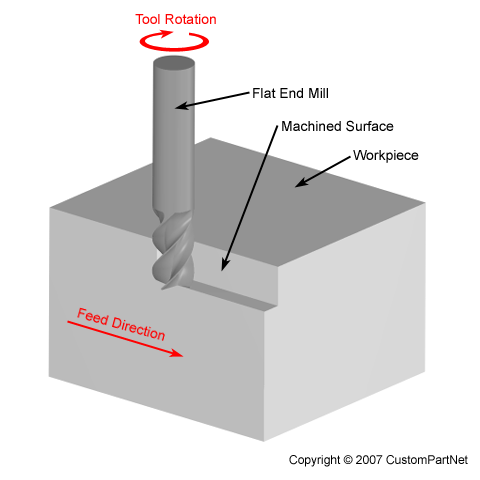
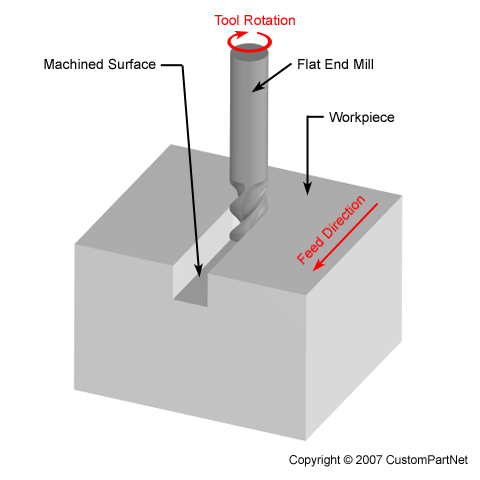
Các thông số cần quan tâm khi chọn chế độ phay
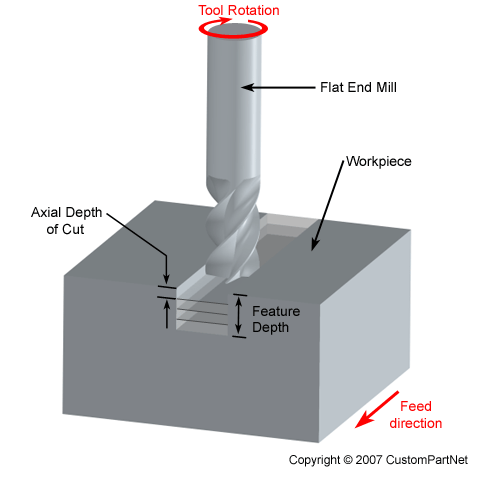
- ho chiều sâu cắt (depth of cut) - là chiều sâu vật liệu được cắt sau mỗi lần dao chạy qua.
- h chiều sâu phay (feature depth) - là tổng chiều (độ) sâu vật liệu được cắt sau khi kết thúc quá trình chạy dao. Thông thường thì chiều sâu này không được quá chiều dài me cắt, trừ một số trường hợp thiết kế phôi có góc thoát hoặc dao đặc biệt.
- T số me dao (teeth) - là số me cắt của dao.
- Lt lượng ăn dao/răng (feed per tooth or chip load) - lượng vật liệu mà 1 me dao có thể cắt được chiều tiến dao.
- L lượng chạy dao/vòng - lượng vật liệu mà dao có thể cắt được chiều tiến dao sau khi quay 01 vòng.
- F tốc độ tiến dao (feed) - tốc độ tiến của dao trong quá trình cắt (mm/min hoặc inch/min).
- S tốc độ quay dao (speed) - tốc độ quay của dao trong quá trình cắt (vòng/phú rpm).
Để tính được tốc độ tiến bàn ta dựa vào công thức sau:
F = S x Lt x T (mm/min or inch/min)
Lưu ý: lượng ăn dao răng này tính theo phương chạy dao chứ không phải theo phuơng z, ví dụ dao 1 me lượng ăn dao răng Lt = 0.1 (theo sách của Nga là Fz) S = 10,000 vòng/phút thì để đảm bảo Fz = 0.1 (thực hiện được 10,000 lần tiến dao 0.1 trong 1 phút) thì F = 10,000 x 0.1, còn T thì bao nhiêu me ta nhân bấy nhiêu lần
Trong đó
- Lt tùy theo dao & vật liệu mà rất khác nhau. Nhưng nếu quá lớn thì quá tải dao, còn nếu dao quá nhỏ thì dao trượt & nhanh mòn.
- S tùy theo dao & vật liệu mà rất khác nhau.
Thông thường
- Giữa nhôm, đồng thau và đồng đỏ có lượng chạy dao chênh lệch khá lớn (đồng đỏ < nhôm 50%), với thép thì < 75%.
- Chạy cạnh & chạy cắt (slot) thì tùy vào độ sâu 1 cũng như độ lấn dao (step over) của nhát cắt mà có tốc độ đề nghị cũng thay đổi (tốc độ spindle).
- Với dao ngón thép gió (HSS end mill) thì Lt thường khoảng 0.05-0.1mm
- Với dao thép gió (HSS) thì với đường kính 3mm cắt nhôm, tốc độ spindle nên để 6000rpm, với dao cát bít thì 24000rpm. Đường kính dao tỉ lệ nghịch với tốc độ spindle.
Chế độ chạy biên/cạnh (profile)
Chạy cắt (slot)
Hiện tại ở Việt Nam, dể mua nhất là dao cụ cắt gọt nhất là của Trung Quốc hoặc dao của Taiwan. Cho nên chúng ta sẽ dùng một số thông số dao của Đài Loan làm cơ sở để có thông tin sơ bộ cho việc cài đặt chế độ chạy máy. Tùy theo tình hình thực tế: tiếng ồn, độ rung động, bề mặt sản phẩm mà có tăng giảm cho phù hợp.
Dao phay chúng ta chọn làm thông số mẫu là loại dao phay ngón (End Mill), đường kính 6mm (rất thông dụng, phần lớn spindle nào có thể thể gá lắp được). Dao 2 me hợp kim, góc me 25 - 35 độ, có tráng lớp phủ:
- TiAln (thường thấy màu xanh xậm hoặc đen), độ cứng bề mặt có thể lên tới 3500HV, nhiệt độ làm việc có thể đạt 800oC.
- TG (thường có màng vàng), độ cứng bề mặt có thể lên tới 2300HV, nhiệt độ làm việc có thể đạt 600oC.
Chất liệu phôi gia công: nhôm (aluminum alloys)
Thông số gợi ý khi cắt biên (side - profile):
- S: 10,000 - 11,000 rpm
- F: 800 - 1000 mm/min
- Step down max: 9mm
- Step over: 0.6 - 1 mm
Thông số gợi ý khi cắt (profile - slot):
- S: 80000 rpm
- F: 600 - 700 mm/min
- Step down max: 6mm
- Với chất liệu đồng thau (brass) thì thông số chạy dao gần như nhôm.
- Với chất liệu đồng đỏ (copper) thì thông số chạy dao S & F giảm 50-60%.
- Với đường kính dao thì tỉ lệ nghịc với S. F giữ nguyên.
Một số đề nghị khác
- Với dao HSS cùng nhóm vẫn có thể chạy với thông số dao như trên.
- Nên có nước tưới nguội để tăng độ bền dao.
Chế độ cắt khi tiện
Chiều sâu cắt t (mm) là lớp kim lọai được tiện đi trong một đường chuyển dao chiều sâu cắt được đo theo phương vuông góc với bề mặt gia công.
t = D - d / 2 (mm)
Trong đó:
- D là đường kính đang gia công (mm)
- d là đường kính đã gia công (mm)
- Khi tiện đường kính lỗ chiều sâu cắt là nửa hiệu của đường kính lỗ sau khi gia công và đường kính lỗ trước khi gia công.
- Khi tiện mặt đầu chiều sâu cắt là kích thước của lớp kim lọai bớt đi theo phương vuông góc với mặt đầu.
- Khi tiện cắt đứt chiều sâu cắt là bề rộng của rãnh được cắt.
Lượng chạy dao s (mm/vòng) là quãng đường dịch chuyển của đỉnh dao theo phương chạy dao trong một vòng quay của phôi
Tốc độ cắt V (m/phút) là quãng đường đi được của một điểm xa nhất trên bề mặt cắt tương đối so với đỉnh dao trong một đơn vị thời gian.
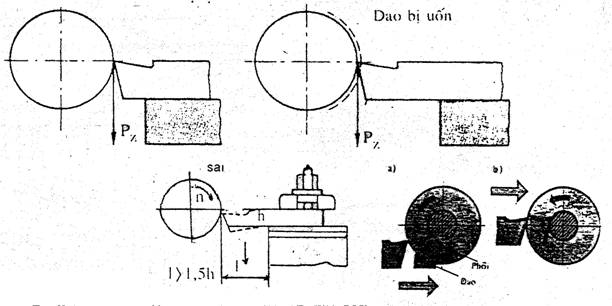
Khi tiện trụ ngoài
Khi gá dao ngang tâm thì các góc độ của dao không thay đổi.
Chiều dài nhô ra khỏi ổ dao không được vượt quá 1,5h (h là chiều cao của thân dao), nếu gá dao với chiều dài nhô ra lớn hơn 1,5h thì trong quá trình cắt gọt dưới tác dụng của lực cắt P sẽ làm cho dao bị uốn hay có thể gẫy dao, khi dao bị uốn mũi dao sẽ ở vị trí thấp tâm dẫn đến kích thước và độ bóng bề mặt chi tiết sẽ thay đổi.
Khi gá dao cao hơn tâm máy một khoảng, mặt phẳng cắt gọt và mặt phẳng đáy thay đổi dẫn đến góc sau và góc trước của dao thay đổi nghĩa là góc sau giảm, góc trước tăng. Khi gá cao tâm góc trước tăng góc sau giảm mặt sau chính của dao tựa vào chi tiết gia công gây nên rung động trong quá trình cắt dẩn đến độ bóng của sản phẩm sẽ không cao.
Khi gá dao thấp hơn tâm máy do mặt phẳng cắt và mặt phẳng đáy thay đổi dẫn tới góc sau tăng và góc trước giảm do góc trước giảm điều kiện thoát phoi khó khăn dẫn đến lực cắt tăng.
Lời kết: Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện, ….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
Dịch vụ giao hàng nhanh
Hậu mãi tốt
Sản phẩm giá thành hợp lý, chủng loại đa dạng.
