KHOAN: PHƯƠNG PHÁP CƠ BẢN ĐỂ TẠO LỖ TỪ PHÔI
Phương Pháp Cơ Bản Để Tạo Lỗ Từ Phôi
Khoan lỗ là phương pháp gia công lỗ trên vật liệu đặc bằng dụng cụ là mũi khoan. Khoan lỗ thường dùng trong công việc nguội để khoan các lỗ lắp bu lông, vít để kẹp các chi tiết với nhau, khoan lỗ trước khi cắt ren lỗ (taro), khoan các lỗ dùng để đóng chốt định vị các chi tiết với nhau, khoan để cắt đứt các tấm kim loại, khoan các vít gãy trong lỗ dùng trong công việc sửa chữa…

1. Đặc điểm, khả năng công nghệ của khoan
Khoan là phương pháp cơ bản để tạo lỗ từ phôi đặc. Khoan có khả năng tạo lỗ có đường kính φ = 0,1 ÷ 80 mm, phổ biến nhất là để gia công lỗ có đường kính φ ≤ 35 mm.
Nguyên công khoan thường được thực hiện trên các loại máy khoan như: máy khoan đứng, máy khoan cần, máy khoan tổ hợp.v.v. Ngoài ra còn có thể thực hiện trên các máy khác như: máy tiện, máy phay, máy doa, trên các trung tâm gia công.
Dụng cụ cắt khi khoan gọi là mũi khoan. Mũi khoan có nhiều loại.
– Khi khoan các lỗ có tỷ số l/d ≤ 5 người ta dùng kết cấu mũi khoan ruột gà.
– Khi khoan các lỗ có tỷ số l/d > 5 thường dùng kết cấu mũi khoan sâu chuyên dùng, phổ biến nhất là mũi khoan nòng súng.
– Khi khoan các lỗ có đường kính lớn, để giảm lực cắt có thể khoan mở rộng lỗ nhiều lần bằng mũi khoan ruột gà hoặc dùng kết cấu mũi khoan vành.
Độ chính xác đạt được khi khoan thấp (trừ mũi khoan nòng súng), thường chỉ đạt cấp chính xác 12 – 13, nhám bề mặt cấp 3 -4. Vì vậy khoan chỉ dùng để gia công các lỗ yêu cầu độ chính xác không cao như lỗ để bắt bu lông, lỗ để ta rô ren hoặc khoan chỉ là bước chuẩn bị cho các bước gia công tinh tiếp theo như khoét, doa, tiện lỗ,..
Với các lỗ đúc dập sẵn, không nên dung khoan để khoan rộng lỗ mà nên dùng các phương pháp khác như tiện lỗ, khoét, … Vì mũi khoan kém cứng vững, khi khoan rộng lỗ mũi khoan dễ bị kẹt, bị gẫy.
2. Một số chú ý khi khoan
Các dạng hỏng lỗ khoan trên phôi
– Hiện tượng lỗ bị xiên: Hiện tượng này thường xảy ra khi khoan trên máy khoan, dao vừa quay vừa tịnh tiến. Nguyên nhân: Do phương tiến dao không vuông góc với mặt đầu của chi tiết.
– Hiện tượng lỗ bị loe: Hiện tượng này thường xảy ra khi khoan trên máy tiện, chi tiết quay dao tịnh tiến. Nguyên nhân: Do phương tiến dao không song song với đường tâm của máy.
– Hiện tượng lỗ bị lay rộng, nguyên nhân: Hai lưỡi cắt mài không đối xứng, do độ lệch tâm giữa phần cắt và phần chuôi,.. Ngoài ra lỗ còn có thể bị thu hẹp, nguyên nhân: mũi khoan bị mòn, do mũi khoan có độ côn ngược,..
Một số biện pháp nâng cao độ chính xác và năng suất gia công
Để nâng cao độ chính xác và năng suất khi khoan người ta sử dụng các biện pháp công nghệ sau đây:
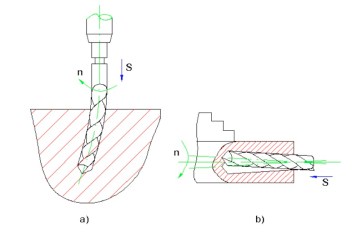
– Sử dụng sơ đồ khoan cho chi tiết quay, dao tịnh tiến (Như sơ đồ khoan trên máy tiện). Sơ đồ này đặc biệt phát huy hiệu quả khi khoan lỗ sâu.
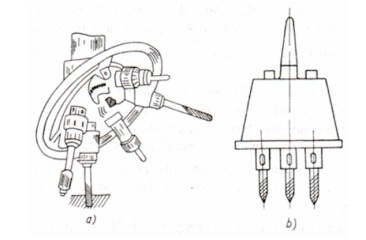
– Dùng đầu khoan rêvonve để giảm thời gian thay dao khi gia công lỗ bằng nhiều bước liên tục
– Dùng đầu khoan nhiều trục để gia công đồng thời nhiều lỗ
– Dùng kết cấu bạc dẫn hướng để tăng độ cứng vững của mũi khoan để nâng cao độ chính xác và đồng thời nâng cao năng suất.
– Trước khi khoan nên dùng mũi khoan tâm tạo lỗ mồi để nâng cao độ chính xác về vị trí tương quan của lỗ, dùng bước tiến nhỏ để giảm lực được trục tránh gãy mũi khoan.
– Dùng đồ gá nhằm bỏ nguyên công lấy dấu và giảm thời gian gá đặt.
– Lựa chọn thông số hình học của phần cắt hợp lý để giảm lực cắt P0.
– Sử dụng dung dịch trơn nguội một cách có hiệu quả.
Khoan lỗ sâu
Trong ngành gia công cơ khí chính xác, khoan lỗ sâu là một phương pháp khoan sử dụng một hệ thống cắt dài để tạo ra các lỗ kim loại (Phôi). Khoan lỗ sâu khác với Khoan thông thường ở tỷ lệ độ sâu và đường kính lớn.
Bởi lẽ máy khoan lỗ sâu còn được gọi là máy “khoan nòng súng” vì ban đầu chúng được các chuyên gia Châu Âu phát triển để sản xuất nòng súng phục vụ cho thời chiến. Ngày nay, máy khoan lỗ sâu đã được tối ưu hóa hiệu quả bằng cách tinh chế lại để phù hợp sử dụng trên các máy móc hiện đại và ứng dụng gia công trong nhiều ngành công nghiệp khác như gia công khuôn nhựa, động cơ máy, dụng cụ y tế, ….
Khi gia công lỗ sâu (1/d>5) bằng mũi khoan ruột gà sẽ gặp nhiều khó khăn như độ cứng vững mũi khoan thấp, tính chất dẫn hướng kém, khó dẫn dung dịch trơn nguội vào vùng cắt, khó thoát phoi, khó thoát tản nhiệt,.. Vì vậy mũi khoan dễ bị gẫy, độ chính xác thấp, năng suất thấp. Để khác phục thường dùng các biện pháp sau:
– Sử dụng sơ đồ khoan cho chi tiết quay, dao tịnh tiến (như sơ đồ khoan trên máy tiện).
– Sử dụng kết cấu mũi khoan sâu chuyên dùng, thường dùng là kết cấu mũi khoan nòng súng
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạng
