KHÁI NIỆM CHUNG VỀ MÀI MÒN VÀ HƯ HỎNG CHI TIẾT
Hôm nay, Văn Thái xin gửi đến bạn đọc bài viết nói về sự mài mòn và hư hỏng, bài viết không đơn thuần là những hư hỏng và mài mòn trong gia công cơ khí mà còn cả trong đời sống hằng ngày. Chính vì thế, chúng tôi mong quý khách hàng cũng như quý bạn đọc, có thể hiểu rõ hơn về nguồn gốc sâu xa của hiện tượng trên.
Các hiện tượng mài mòn và hư hỏng chi tiết
Mài mòn là quá trình thay đổi dần về kích thước của các chi tiết có chuyển động tương đối với nhau.
Tình trạng kỹ thuật của ô tô và tính chịu mòn của nó phụ thuộc vào những thiếu sót về cấu tạo và những hư hỏng phát sinh trong quá trình sử dụng, điều kiện sử dụng.
Trong quá trình sử dụng, sự tồn tại những hư hỏng đó dẫn đến sự thay đổi tình trạng kỹ thuật của các chi tiết, cụm máy và tổng thành. Các chi tiết của ô tô thường bị mòn hỏng với các hiện tượng mòn hỏng tự nhiên và mòn hỏng đột biến.
Hiện tượng mòn hỏng tự nhiên
Các dạng mòn hỏng không thể tránh được trong quá trình sử dụng gọi là mòn hỏng tự nhiên.
Hiện tượng mòn tự nhiên do nhiều nguyên nhân gây nên, những nguyên nhân cơ bản gồm các yếu tố sau:
- Chất lượng gia công chi tiết, như độ nhẵn của bề mặt, độ cứng, nhiệt luyện ...
- Cơ tính của vật liệu kim loại, như tính mài mòn, độ dai, độ bền ...
- Điều kiện bôi trơn, như cách chọn loại dầu mỡ, chế độ bôi trơn ...
- Khe hở lắp ghép chi tiết.
- Độ lớn của phụ tải v.v...
Trong quá trình làm việc, bề mặt một số chi tiết có sự ma sát với nhau hoặc chịu nhiệt độ cao hay bị va đập mạnh làm cho các chi tiết chóng bị mòn hỏng.
Bề mặt chi tiết gia công càng nhẵn bóng, độ cứng càng cao thì khả năng chịu mài mòn càng tốt. Cơ tính của vật liệu càng tốt thì chi tiết càng bền. Điều kiện bôi trơn hợp lý thì chi tiết càng ít bị mòn khe hở lắp ghép giữa các chi tiết càng nhỏ thì chi tiết càng ít bị ảnh hưởng của lực va đập.
Hiện tượng mòn hỏng đột biến
Các dạng mòn hỏng có thể tránh được gọi là mòn hỏng đột biến hay mòn hỏng do sự cố.
Hiện tượng mòn hỏng đột biến thường do một số nguyên nhân sau:
- Sử dụng và thao tác không đúng quy trình và yêu cầu kỹ thuật.
- Chăm sóc và bảo dưỡng không chu đáo.
- Chất lượng thiết kế chế tạo không tốt.
Để kéo dài thời gian sử dụng máy, ngoài việc phải giải quyết một số vấn đề về thiết kế và chế tạo thì trong quá trình sử dụng, bảo quản và sửa chữa cũng cần được coi trọng và thực hiện đúng quy trình, quy phạm đ• được nhà chế tạo quy định.
Các hình thức mài mòn
Các chi tiết máy thường bị mài mòn dưới các hình thức sau: mòn cơ học, mòn do ma sát, mòn do han gỉ và do độ mỏi.
1. Mòn cơ học
Mòn cơ học phát sinh do các lực cơ học tác dụng lên bề mặt ma sát gây nên sự biến dạng, sứt mẻ và phá hoại chi tiết. Khi chi tiết bị biến dạng bề mặt sẽ xảy ra sự thay đổi kích thước của chi tiết, còn khối lượng của chúng không thay đổi. Khi bề mặt chi tiết bị tróc, sứt mẻ thì khối lượng và kích thước của chúng đều thay đổi.
2. Mòn do ma sát
Mòn ma sát phát sinh do tác dụng của các vết xước hoặc mài mòn do sự bám dính của các phần tử cứng hơn ở một trong các chi tiết liên kết, các phần tử cứng có thể do không khí hút vào hoặc lẫn trong dầu bôi trơn.
3. Mòn hoá học
Mòn hoá học phát sinh do tác dụng của môi trường ăn mòn vào bề mặt các chi tiết. Các chi tiết làm việc trong môi trường có các chất ăn mòn như: axít, bazơ, ôxy, trên bề mặt kim loại của chúng sẽ sinh ra một chất có tính chịu đựng kém so với kim loại nguyên chất và rất dễ bị phá hoại. Khi có tác dụng của các lực cơ học những chất này dễ dàng bị phá hoại, sau đó lại hình thành một lớp khác tạo nên sự ăn mòn hoá học.
Trong ôtô, ngoài không khí ra, nhiên liệu và dầu bôi trơn có thể hình thành những axít ăn mòn rất mạnh. Trong nhiên liệu và dầu bôi trơn còn có lưu huỳnh, trong quá trình cháy có thể tạo thành các sunfua và sunfát kết hợp với nước tạo thành axít ăn mòn.
4. Mòn do mỏi
Mòn do mỏi phát sinh do tác động của tải trọng thường xuyên biến đổi.
Phần lớn các chi tiết của ô tô chịu sự tác dụng đồng thời của một số dạng mài mòn nói trên.
Các giai đoạn mài mòn của chi tiết
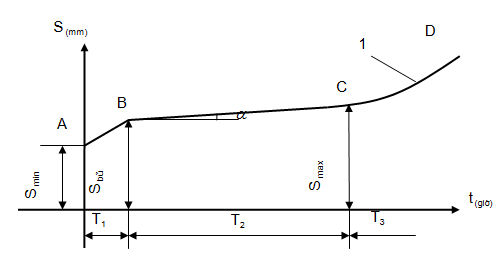
Sự mài mòn của chi tiết được chia làm ba giai đoạn và được thể hiện trên đồ thị của giản đồ mài mòn (hình 17 - 3).
- Trục tung biểu thị khe hở lắp ghép (mm).
- Trục hoành biểu thị thời gian sử dụng.
- Smin : Là khe hở tiêu chuẩn giữa hai chi tiết sau khi lắp ghép.
- Sbđ: Là khe hở giữa hai chi tiết sau khi chạy rà.
- Smax: Là khe hở lớn nhất cho phép.
- T1: Giai đoạn mài hợp hay thời gian chạy rà của chi tiết.
- T2: Giai đoạn mòn ổn định hay thời gian sử dụng của chi tiết.
- T3: Giai đoạn mòn phá hay thời gian phá hỏng chi tiết.
- 1: Là đường đặc tính mài mòn của chi tiết lắp ghp thứ nhất.
Để tiện cho việc nghiên cứu, chúng ta coi chi tiết hai là cứng tuyệt đối. Do đó đường đặc tính mài mòn của nó trùng với trục hoành.
- α : Góc tiếp tuyến của đường cong với trục hoành.
1. Giai đoạn mài hợp (T1)
Giai đoạn mòn hợp xuất hiện trong thời kỳ chạy rà của hai chi tiết và được thể hiện trên giản đồ là T1 (từ A - B). Kết thúc thời kỳ này khe hở tăng từ Smin ữ Sbđ. Đường cong của giai đoạn này rất dốc thể hiện cường độ mài mòn trong giai đoạn này rất cao, vì bề mặt các chi tiết sau khi gia công xong dù có cấp chính xác rất cao, bề mặt làm việc vẫn có độ nhấp nhô, mặt khác khi lắp vào nhau cũng không thể hoàn hảo, hai bề mặt tiếp xúc có sự chuyển động tương đối với nhau trong thời kỳ đầu làm việc phát sinh ra phụ tải cục bộ, sinh ra lực cản hay lực ma sát rất lớn.
Cường độ mài mòn phụ thuộc vào chất lượng gia công bề mặt tiếp xúc của các cặp chi tiết, vật liệu chế tạo, chất lượng dầu bôi trơn và quá trình cung cấp dầu bôi trơn tới các bề mặt có ma sát và chế độ làm việc của máy trong quá trình chạy rà.
Quá trình chạy rà chủ yếu là rà khít các bề mặt ma sát làm cho bề mặt ma sát trở nên nhẵn hơn, đồng thời làm tăng tính chất cơ giới của bề mặt ma sát. Thời kỳ này, khe hở giữa các chi tiết càng nhỏ càng tốt. Do đó đối với xe mới, bắt buộc phải qua giai đoạn chạy rà, vì nó có tác dụng kéo dài tuổi thọ của các chi tiết và thời gian sử dụng của xe.
2. Giai đoạn mòn ổn định (T2)
Mòn ổn định xuất hiện trong quá trình làm việc của chi tiết, mức độ mài mòn ở giai đoạn này là từ mức độ hao mòn ban đầu đến giới hạn hao mòn cho phép và được thể hiện trên giản đồ là T2 (từ B - C). ở giai đoạn này bề mặt làm việc của chi tiết rất ổn định, khe hở giữa các chi tiết không tăng lên nhiều. Thời gian này dài hay ngắn phụ thuộc vào rất nhiều yếu tố như điều kiện bôi trơn và khả năng chịu tải bảo đảm theo thiết kế, thời điểm tiến hành chẩn đoán kỹ thuật và mức độ cải thiện của công tác bảo dưỡng.
Vì vậy, để kéo dài thời gian sử dụng xe, chính là phấn đấu kéo dài giai đoạn này, chủ yếu bằng cách tăng cường chăm sóc kỹ thuật và quan trọng hơn cả là sử dụng xe đúng kỹ thuật và đúng quy định.
3. Giai đoạn mài phá (T3)
Đặc điểm của giai đoạn này là khi mức độ hao mòn đến sát và nằm ngoài khu vực giới hạn cho phép thì mức độ hao mòn tăng rất nhanh, khe hở giữa các cặp chi tiết tăng lên, ứng với thời kỳ phá hỏng, tại C khe hở lắp ghép đạt giá trị giới hạn ( Smax). Do khe hở tăng lên khá lớn nên bôi trơn kém đi (màng dầu bôi trơn bị phá huỷ), mặt khác do sự tăng thêm phụ tải va chạm nên mức độ mòn không những tăng rất nhanh mà còn dẫn đến vỡ g•y. Giai đoạn này là giai đoạn suy sụp của chi tiết, vì vậy không nên và cũng không thể sử dụng vì rất nguy hiểm. Tốt nhất là phải sửa chữa. Nếu vì một lý do nào đó mà vẫn tiếp tục sử dụng thì phải hết sức chú ý theo dõi và xử lý kịp thời mọi hiện tượng gãy vỡ chớm phát sinh.
Các sai hỏng và biện pháp kéo dài tuổi thọ của chi tiết
1. Các sai hỏng của chi tiết
Sai hỏng do kết cấu: Là dạng sai hỏng phát sinh do quy luật trùng lặp nhiều lần do có đặc trưng giống nhau, thường ở vị trí nhất định trên chi tiết, lúc đó chi tiết bị rạn nứt hoặc gãy do ứng suất tập trung, do không đủ bền hoặc sai thiết kế.
Sai hỏng do công nghệ gia công: Không đảm bảo độ bóng, cấp chính xác hay độ cứng bề mặt...
Sai hỏng do vận hành: Vi phạm quy tắc vận hành, như để chi tiết làm việc quá tải, thiếu dầu bôi trơn và nước làm mát...
Sai hỏng do thời gian sử dụng: Xe sử dụng quá thời hạn quy định, các chi tiết bị mòn nhanh, không có khả năng điều chỉnh phục hồi.
2. Các biện pháp kéo dài tuổi thọ chi tiết
Giảm khe hở lắp ghép cuối thời kỳ chạy rà ( giảm Sbđ).
Muốn giảm Sbđ thì trong sửa chữa gia công các chi tiết cần đảm bảo chính xác và độ bóng cao, lắp ghép cần sạch sẽ, đảm bảo đúng yêu cầu kỹ thuật, đảm bảo đúng quy trình chạy rà của chi tiết.
Giảm cường độ mài mòn chi tiết (giảm tgα).
Muốn giảm tgα phải lựa chọn vật liệu chế tạo hợp lý đáp ứng được điều kiện làm việc. Chọn các chế độ nhiệt luyện phù hợp . Phải thực hiện đúng quy định về chăm sóc bảo dưỡng và nâng cao chất lượng sửa chữa với tinh thần trách nhiệm và trình độ chuyên môn cao.
Bài viết trên đây là những chia sẻ “ngoài lề” của chúng tôi với mong muốn mang lại cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim cũng như linh kiện cơ khí. Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau. Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C...
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạng
Hãy nhấc máy lên và gọi ngay cho chúng tôi theo số hotline: 094 124 7183 hoặc email: linhkienvanthai@gmail.com
