Gia Công Ren Trên Máy Tiện CNC- Phần 1
Các loại dao cụ để tiện ren đã được hưởng lợi từ những cải tiến về lớp phủ và grade vật liệu, từ đó cải thiện về tổng thể. Ngoài ra, những cải tiến về thiết kế trong các mảnh insert tiện ren giúp kiểm soát phoi tốt hơn. Tuy nhiên, bất chấp những thay đổi này, các kỹ sư sản xuất có xu hướng dành ít thời gian để nghiên cứu tối ưu hóa các hoạt động gia công ren của họ, coi quá trình gia công ren như một “vấn đề” không thể tự cải tiến.
Tại sao tiện ren lại được yêu cầu
Tiện ren đòi hỏi nhiều hơn so với các hoạt động tiện bình thường. Lực cắt thường cao hơn, và bán kính mũi cắt của mảnh insert ren nhỏ hơn và do đó yếu hơn so với các mảnh insert tiện thông thường.
Trong quá trình gia công ren, tốc độ tiến dao phải tương ứng chính xác với bước của ren.
Trong trường hợp bước ren là 8 bước trên mỗi inch (tpi), dao cụ phải di chuyển với tốc độ tiến dao là 8 vòng trên 1 inch, hoặc 0,125 IPR.
So sánh ứng dụng đó với một ứng dụng quay thông thường, có thể có tốc độ cấp dữ liệu điển hình khoảng 0,012 ipr. Tốc độ tiến dao khi tiện ren lớn hơn 10 lần. Và lực cắt tương ứng ở đầu của insert tiện ren có thể lớn hơn từ 100 đến 1.000 lần.
Bán kính lưỡi dao của insert tiện ren thường nhỏ gấp đôi so với bán kính lưỡi dao của insert tiện thông thường.
Đối với insert tiện ren, bán kính này được giới hạn nghiêm ngặt bởi bán kính cho phép tại gốc của dạng ren như được xác định bởi tiêu chuẩn ren liên quan.
Nó cũng bị giới hạn bởi quá trình gia công cắt gọt phôi bắt buộc, vì vật liệu không thể bị cắt gọt như quá trình tiện thông thường, nếu không sẽ xảy ra hiện tượng biến dạng ren.
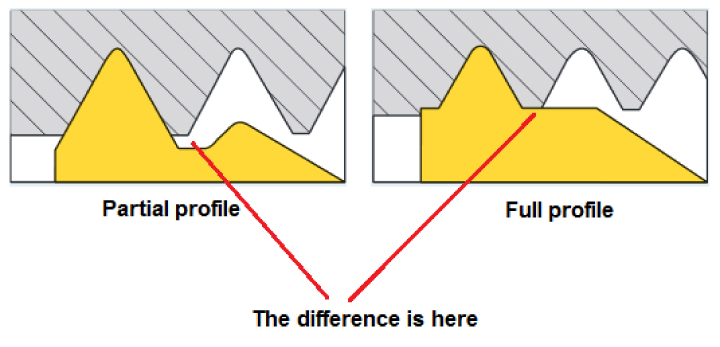
Insert tiện ren Partial Profile hay Full Profile
Insert Partial Profile là insert tiện ren mà quá trình gia công cắt gọt không cắt hoặc tạo nếp ren. Đây là insert tiện ren có thể tạo ra một loạt các quy cách ren khác nhau, có thể gia công ren giảm xuống đến độ thô nhất - tức là số bước ren ít nhất trên mỗi inch — được cho phép bởi độ bền của bán kính mũi dao của insert.
Insert Partial Profile, đôi khi được gọi là Insert tiện "không có bề mặt", gia công tạo ren mà không cắt hoặc tạo nếp ren. Một insert có thể tạo ra một loạt ren, xuống đến độ thô nhất - tức là số lượng ren nhỏ nhất trên mỗi inch — được cho phép bởi độ bền của bán kính mũi insert.
Bán kính mũi dao này được thiết kế đủ nhỏ để insert có thể tạo ra các cao độ khác nhau. Đối với các bước ren nhỏ, bán kính mũi sẽ càng nhỏ hơn . Điều này có nghĩa là insert sẽ phải gia công cắt thâm nhập sâu hơn.
Ví dụ insert ren Partial Profile gia công ren 8TPI yêu cầu độ sâu ren là 0,108 inch, trong khi cùng một quy cách ren được sản xuất với insert Full Profile chỉ yêu cầu độ sâu chỉ định là 0,081 inch.
Do đó, sử dụng insert Full Profile gia công được chi tiết ren cứng hơn. Hơn nữa, Insert Full Profile có thể gia công ren ít hơn bốn lần gia công.
Insert nhiều me cắt
Insert tiện ren với nhiều me cắt (răng) với một lưỡi cắt nhất định cắt sâu vào rãnh ren hơn so với lưỡi cắt trước đó. Với một trong những loại insert tiện ren này, số pass cắt cần thiết để tạo ra một ren có thể giảm tới 80%. Tuổi thọ của dụng cụ dài hơn đáng kể so với insert một lưỡi cắt vì lưỡi cắt (răng) cuối cùng chỉ lấy đi một nửa hoặc một phần ba phôi kim loại trong một ren nhất định.
Infeed mỗi pass cắt
Độ sâu của vết cắt trên mỗi lần đi qua, hoặc bước tiến trên mỗi lần đi qua, rất quan trọng trong việc tạo ren. Mỗi pass cắt liên tiếp chiếm một phần lớn hơn của lưỡi cắt của insert tiện ren. Nếu lượng tiến dao trên mỗi lần tiến dao là không đổi (không được khuyến nghị), thì lực cắt và tốc độ loại bỏ phoi kim loại có thể tăng quá đột ngột từ lần chuyền này sang lần tiếp theo.
Ví dụ: khi sản xuất dạng ren 60 độ bằng cách sử dụng bước tiến không đổi 0,010 inch cho mỗi pass cắt, pass cắt thứ hai loại bỏ lượng kim loại gấp ba lần so với pass cắt đầu tiên. Và với mỗi pass cắt tiếp theo, lượng phoi kim loại bị loại bỏ tiếp tục tăng theo cấp số nhân.
Để tránh sự gia tăng này và duy trì lực cắt thực tế hơn, độ sâu của cắt hay Ap nên được giảm xuống với mỗi lần cắt.
Lời kết: Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện, ….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
Dịch vụ giao hàng nhanh
Hậu mãi tốt
Sản phẩm giá thành hợp lý, chủng loại đa dạng.
