Gia Công Ren Trên Máy Tiện CNC- Phần 2
Khi gia công tiện các chi tiết ren, việc lựa chọn đúng về dao cụ cắt gọt và kỹ thuật có thể tối ưu hóa quá trình gia công.
Phương pháp gia công ren Infeed
Có thể có ít nhất bốn phương pháp tiến dao. Rất ít người nhận ra mức độ ảnh hưởng của sự lựa chọn giữa các phương pháp này đối với hiệu quả của hoạt động gia công ren.
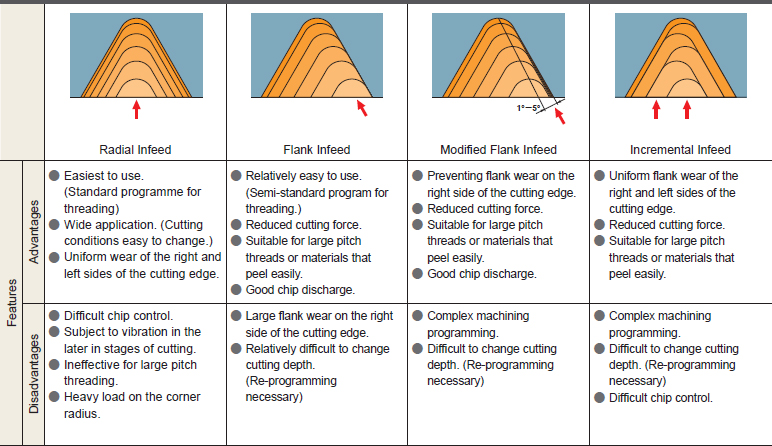
Infeed xuyên tâm (Radial Infeed)
Mặc dù đây có lẽ là phương pháp phổ biến nhất để tạo ren, nhưng nó cũng ít được khuyến khích nhất. Vì dao cụ được ăn theo góc hướng tâm (vuông góc với đường tâm phôi), kim loại được gia công cắt loại bỏ khỏi cả hai mặt của hai bên ren, tạo ra phoi hình chữ V. Dạng phoi của phương pháp này rất khó bị bẻ vụn, do đó, kiểm soát phoi có thể là một vấn đề. Ngoài ra, bởi vì cả hai mặt của insert tiện ren đều phải chịu nhiệt và áp suất cao, tuổi thọ của dụng cụ nói chung khi gia công theo phương pháp Infeed xuyên tâm sẽ ngắn hơn so với khi sử dụng các phương pháp tiến dao khác.
Infeed Flank (Bước tiến ăn vào thân lưng ren)
Trong phương pháp này, hướng tiến dao song song với một trong các sườn của ren, điều này thường có nghĩa là dao đi vào dọc theo một đường 30 độ. Phoi được tạo ra tương tự như phoi sinh ra trong quá trình tiện thông thường. So với phương pháp tiến dao xuyên tâm (Radial infeed), phoi sinh ra ở đây dễ hình thành và dẫn hướng ra khỏi lưỡi cắt hơn, mang lại khả năng tản nhiệt tốt hơn. Tuy nhiên, với bước tiến dao này, mép sau của insert sẽ cọ xát dọc theo sườn thay vì cắt. Điều này làm cháy ren, dẫn đến độ hoàn thiện bề mặt kém và có thể bị chattering.
Infeed Flank cải tiến (Được khuyến nghị)
Phương pháp này tương tự như phương pháp Infeed Flank ngoại trừ góc tiến dao nhỏ hơn góc của ren - nghĩa là nhỏ hơn 30 độ. Phương pháp này bảo tồn các ưu điểm của phương pháp Infeed Flank trong khi loại bỏ các vấn đề liên quan đến cạnh sau của insert. Thông thường, góc tiến dao 29.5° sẽ tạo ra kết quả tốt nhất, nhưng trong thực tế, bất kỳ góc tiến dao nào từ 25° đến 29.5° độ đều có thể chấp nhận được.
Tiến dao bên thân lưng ren luân phiên (Alternating flank infeed )
Phương pháp này luân phiên thiết lập insert tiến dọc theo cả hai bên thân lưng, sườn của ren và do đó nó sử dụng cả hai mặt của insert để tạo thành ren. Phương pháp này mang lại tuổi thọ dụng cụ lâu hơn vì cả hai mặt của insert đều được sử dụng. Tuy nhiên, phương pháp này cũng có thể dẫn đến các vấn đề về khả năng thoát có thể ảnh hưởng đến độ hoàn thiện bề mặt và tuổi thọ của dụng cụ. Phương pháp này thường chỉ được sử dụng cho các chi tiết ren bước rất lớn và cho các dạng quy cách ren như Acme và Trapeze.
Lời kết: Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện, ….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
Dịch vụ giao hàng nhanh
Hậu mãi tốt
Sản phẩm giá thành hợp lý, chủng loại đa dạng.
