DAO PHAY MẶT PHẲNG VÀ NHỮNG ĐIỀU CẦN LƯU Ý KHI GIA CÔNG
Dao phay mặt phẳng là phương pháp phay phổ biến hiện nay, được sử dụng nhiều trong hoạt động của máy phay cơ, máy phay CNC, trung tâm gia công,.. để phay mặt phẳng, cắt bỏ đi lớp vật liệu mục đích tạo ra một sản phẩm, chi tiết với nhiều hình dạng, kích thước khác nhau. Chúng ta cùng tìm hiểu phay mặt phẳng cần chuẩn bị như thế nào và các điều cần lưu ý khi gia công với bài viết dưới đây nhé!
Các điểu cần lưu ý đến khi gia công phay mặt phẳng:
Góc chính của dao phay mặt phẳng:

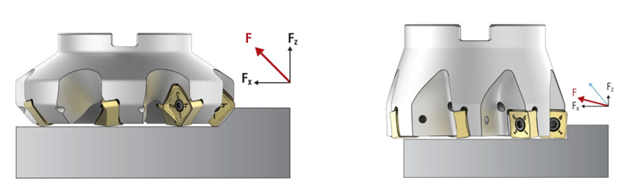
Góc nghiêng chính là góc hợp giữa ưỡi cắt và mặt phẳng cắt. Góc nghiêng chính có ảnh hưởng lớn đến lực hướng tâm và chiều sâu cắt( ap). Độ lớn của lực cắt hướng tâm ảnh hưởng trực tiếp đến lực cắt và khả năng chống rung của đài dao phay mặt phẳng. Góc nghiêng chính của dao phay càng nhỏ thì lực cắt hướng tâm càng nhỏ và khả năng chống rung càng tốt, nhưng chiều sâu cắt( ap) cũng giảm.
Khi phay mặt phẳng vuông góc, có góc vuông, chúng ta hãy chọn góc dẫn 90°. Loại góc dẫn 90° này của dao phay mặt phẳng có tính linh hoạt tốt và được sử dụng trong sản xuất đơn chiếc và sản phẩm hàng loạt loại nhỏ. Do lực cắt hướng tâm của loại dao phay này bằng lực cắt, nên lực cản tiến dao lớn và dễ rung động nên yêu cầu máy gia công phải có công suất lớn hơn và đủ độ cứng vững.
Khi gia công mặt phẳng có vai vuông, cũng có thể dùng dao phay có góc dẫn chính 88°. So với dao phay mặt phẳng góc 90°, hiệu suất cắt của nó đã được cải thiện. Phay mặt bằng dao phay vai vuông 90° cũng rất phổ biến. Trong một số trường hợp, sự lựa chọn này phù hợp. Hình dạng của chi tiết gia công được mài không đều, hoặc bề mặt của sản phẩm đúc sẽ làm cho độ sâu của vết cắt thay đổi. Dao phay vai vuông có thể là sự lựa chọn tốt nhất. Nhưng trong các trường hợp khác, dao phay mặt 45° tiêu chuẩn có thể có lợi hơn.
Khi góc cắt của dao phay mặt nhỏ hơn 90°, chiều dày của phoi dọc trục sẽ nhỏ hơn tốc độ ăn dao của dao phay do phoi bị mỏng đi. Góc cắt của dao phay sẽ có ảnh hưởng lớn đến lượng tiến dao( F) áp dụng trên mỗi răng.

Trong phay mặt phẳng, dao phay mặt đầu có góc 45° sẽ làm cho phoi mỏng hơn. Khi góc cắt giảm, độ dày phoi sẽ nhỏ hơn bước tiến trên mỗi răng, do đó có thể tăng tốc độ tiến dao lên 1,4 lần so với ban đầu. Lực cắt hướng tâm của dao phay góc nghiêng chính 45° giảm đi rất nhiều, xấp xỉ bằng lực cắt dọc trục. Tải trọng cắt được phân bố trên lưỡi cắt dài hơn.
Nó có khả năng chống rung tốt và thích hợp cho phần nhô ra của trục chính của máy tiện và máy phay. Thời gian xử lý lâu hơn. Khi gia công các bề mặt phẳng bằng dao phay mặt phẳng góc 45°, tỷ lệ gãy của lưỡi dao thấp và độ bền cao, khi gia công các chi tiết bằng gang, các mép của chi tiết gia công giảm bị sứt mẻ.
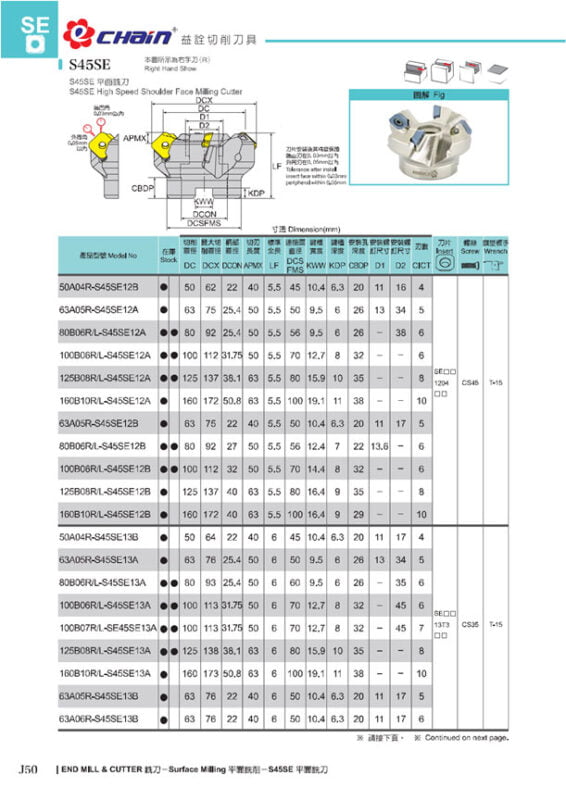
Lựa chọn kích thước dao phay mặt phẳng:
Đường kính của dao phay mặt đầu có chỉ số tiêu chuẩn là Ø16 đến Ø63mm. Đường kính của dao phay nên được chọn theo chiều rộng và chiều sâu phay. Nói chung, chiều sâu và chiều rộng trước khi phay càng lớn thì đường kính của dao phay càng lớn. Trong quá trình phay thô, đường kính dao phay của máy phay nhỏ hơn; khi phay xong, đường kính của dao phay càng lớn càng tốt để thích ứng với toàn bộ chiều rộng gia công của chi tiết gia công và để giảm dấu vết của kết nối dao giữa hai đường ăn dao liền kề.
Khi phay mặt các chi tiết lớn, ta nên sử dụng dao phay có đường kính nhỏ hơn, điều này để lại nhiều chỗ cho việc nâng cao năng suất. Trong tình huống lý tưởng, một dao phay nên có 70% các lưỡi cắt tham gia vào quá trình cắt. Khi phay lỗ bằng dao phay, kích thước dao trở nên đặc biệt quan trọng. So với đường kính lỗ, đường kính của dao phay quá nhỏ, khi đó có thể hình thành lõi ở tâm lỗ trong quá trình gia công. Khi lõi rơi, nó có thể làm ảnh hưởng đến chi tiết, sản phẩm hoặc đồ gá. Nếu đường kính của dao phay quá lớn sẽ làm hỏng chính nó và chi tiết gia công, do dao phay cắt không đúng tâm và có thể va chạm ở đáy dao.
Lựa chọn phương pháp phay mặt:
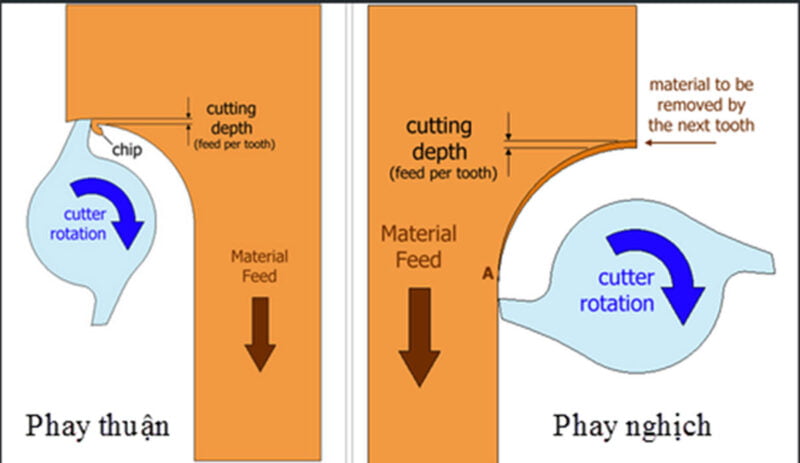
Một cách khác để cải thiện quá trình phay là tối ưu hóa quá trình phay của dao phay mặt đầu. Khi lập trình phay bề mặt, trước tiên người sử dụng phải xem xét cách dao cắt vào chi tiết gia công. Thông thường, dao phay chỉ đơn giản là cắt trực tiếp vào chi tiết gia công. Phương pháp cắt này thường kèm theo tiếng ồn va đập lớn vì khi rút dao ra, dao phay tạo ra phoi dày nhất. Do lưỡi cắt tạo ra lực tác động lớn lên vật liệu gia công nên thường gây ra rung động và sinh ra ứng suất kéo sẽ làm giảm tuổi thọ của dụng cụ.
Cách tốt hơn để tiếp liệu là sử dụng phương pháp cắt Rolling, nghĩa là, không làm giảm tốc độ tiến dao và tốc độ cắt, dao phay lăn vào chi tiết gia công. Điều này có nghĩa là dao phay phải quay theo chiều kim đồng hồ để đảm bảo rằng nó vẫn nằm trong chu trình phay. Phoi được tạo thành theo cách này từ dày đến mỏng, có thể làm giảm độ rung và ứng suất kéo trên dụng cụ, đồng thời truyền nhiều nhiệt cắt hơn cho phoi. Bằng cách thay đổi cách thức, dao phay cắt vào chi tiết gia công mỗi lần, tuổi thọ của dao có thể được kéo dài thêm 1-2 lần. Để đạt được phương pháp này, bán kính lập trình của đường chạy dao phải bằng 1/2 đường kính của dao phay và tăng khoảng cách lệch từ dao đến chi tiết gia công.
Mặc dù phương pháp cắt Rolling chủ yếu được sử dụng để cải thiện cách dao cắt vào chi tiết gia công, nguyên lý gia công tương tự cũng có thể được áp dụng cho các giai đoạn phay khác. Đối với phay mặt phẳng diện tích lớn, phương pháp lập trình thường dùng là cho dao lần lượt đi qua toàn bộ chiều dài của chi tiết gia công và hoàn thành đường cắt tiếp theo theo hướng ngược lại. Để duy trì lượng ăn dao xuyên tâm không đổi và loại bỏ rung động, việc sử dụng kết hợp dao dưới dạng xoắn và các góc của chi tiết gia công phay lăn thường mang lại kết quả tốt hơn.
Trong cơ khí chúng ta đã quen thuộc với tiếng ồn cắt do rung động. Nó thường xảy ra khi dụng cụ cắt vào chi tiết gia công, hoặc khi dụng cụ quay một góc 90° trong khi ăn. Roll milling các góc của chi tiết gia công có thể loại bỏ tiếng ồn này và kéo dài tuổi thọ của dao. Nói chung, bán kính góc của chi tiết gia công phải bằng 75% -100% đường kính của dao phay, điều này có thể rút ngắn chiều dài cung của dao phay và giảm độ rung, đồng thời cho phép sử dụng tốc độ tiến dao cao hơn.
Để kéo dài tuổi thọ của dao, trong quá trình phay mặt, cần tránh dao càng xa lỗ hoặc bộ phận bị gián đoạn của chi tiết gia công càng tốt (nếu có thể). Khi dao phay mặt đầu đi qua giữa lỗ trên chi tiết gia công, dao được phay dọc theo một bên của lỗ và phay ngược được thực hiện ở phía bên kia của lỗ, điều này sẽ gây ra tác động lớn đến hạt dao. . Điều này có thể tránh được bằng cách bỏ qua các lỗ và hốc khi lập trình đường dẫn dao.
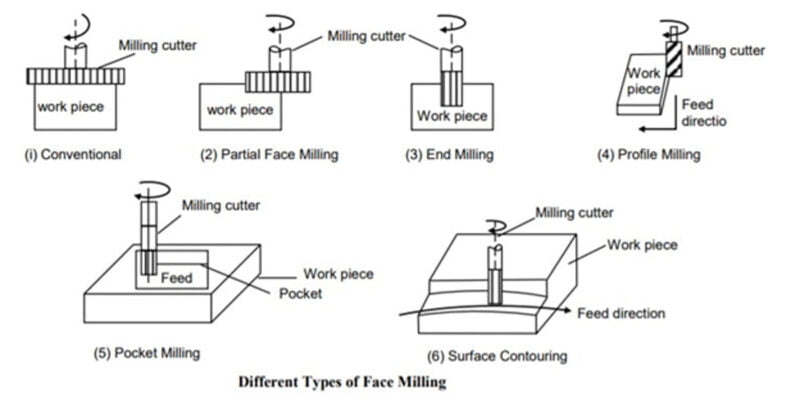
Các kiểu chạy dao khi gia công:
- Conventional Face Milling (Phay mặt thông thường): Trong trường hợp này, đường kính của dao phay lớn hơn chiều rộng của phôi. Dao phay vẫn nhô ra trên cả bề mặt của phôi.
- Partial Face Milling(Phay một phần mặt): Trong trường hợp này, dao phay chỉ nhô ra trên phôi và phay từng phần như vậy đến hết bề rộng của phôi.
- End milling( Slot): Trong trường hợp này, dao phay (đường kính nhỏ) được sử dụng so với chiều rộng phôi. Nó được sử dụng để tạo rãnh trên phôi( kiểu slot).
- Profile Milling: Trường hợp này cũng giống như phay slot trong đó chúng ta phay phần bên ngoài viền của phôi.
- Pocket Milling( chạy hốc): Đây là phương pháp phay phần trên bề mặt phẳng của phôi được sử dụng để tạo các hốc trên bề mặt phôi.
- Surface Contouring(Viền bề mặt): Trong hoạt động này, dao phay mặt phẳng dạng cầu gia công qua lại trên phôi dọc theo đường cong trong những khoảng thời gian ngắn. Điều này tạo ra các đường viền cần thiết trên bề mặt của phôi. Thao tác này được sử dụng để tạo đường viền cho khuôn và thường gia công cho khuôn dập.
Các mẹo để gia công phay mặt phẳng:
- Fly cutter thích hợp hơn để gia công các vật liệu mềm hơn như nhôm.
- Shell mill được khuyên dùng để cắt thép.
- Vị trí của dao cắt phải lệch tâm so với phôi khi phay mặt.
- Tránh ra vào phôi thường xuyên.
- Giữ các đường chạy dao trên bộ phận phay mặt của bạn càng đều càng tốt.
- Tránh phay mặt phẳng trên các lỗ hoặc khe.
- Nên để dao phay ăn vào chi tiết để áp lực của vết cắt hướng xuống, từ đó giữ phôi dựa vào mặt bàn.
- Khi thiết lập chiều sâu cắt, chi tiết phải được đưa lên để chạm vào vòng quay của dao cắt.
- Việc sử dụng đường nước tưới có thể cải thiện đáng kể độ hoàn thiện bề mặt khi phay mặt. Tốc độ bước tiến dao cao và độ sâu cắt thấp (0,8mm trở xuống) sẽ tạo điều kiện thuận lợi cho việc này. Các mảnh dao PVD (kim cương) với các cạnh rất sắc cũng có thể cải thiện độ hoàn thiện bề mặt của bạn.
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạng
