CÁN DAO TIỆN VÀ NHỮNG ĐIỀU CẦN BIẾT KHI GIA CÔNG (PHẦN 1)
Nhắc đến cán dao tiện trong gia công cơ khí có rất nhiều loại để chúng ta lựa chọn và đắn đo, như dao tiện trong( dao tiện móc lỗ), dao tiện ngoài, dao chích rãnh, dao chích rãnh mặt đầu,…. Bài viết này sẽ giúp chũng ta phân biệt được cán dao tiện ngoài và cán dao tiện trong và được sử dụng phổ biến như thế nào trong gia công cơ khí nhé.
Cấu tạo cán dao tiện thường được cấu thành gồm những bộ phận nào?
– Cán dao: Bộ phận được dùng để kẹp giữ Insert để quá trình gia công chi tiết được xuyên suốt và được lắp trên ổ gá dao( hoặc ụ dao).
Với sự phát triển không ngừng của ngành cơ khí nói chung, các kĩ thuật gia công trong ngành cơ khí có những bước phát triển vượt bậc. Quá trình gia công cơ khí sử dụng nhiều loại dao khác nhau, sau đây Văn Thái xin chia sẽ những thông tin chi tiết dao tiện đây là loại dao được sử dụng phổ biến trong gia công sản xuất.
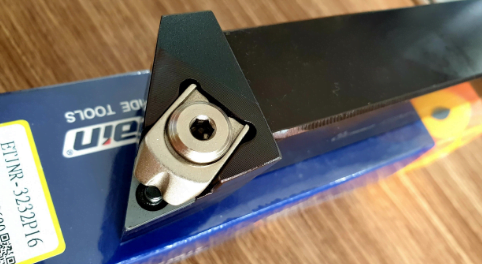
– Mảnh dao tiện: Được lắp trực tiếp vào cán dao phù hợp để gia công các chi tiết tròn xoay.

Các bộ phận kẹp giữ giữ cán dao tiện và mảnh tiện: Thường chúng ta thường hay để quên các loại vật dụng kẹp giữ, các bộ phận này sẽ đi theo bộ cùng với cán dao tiện, sau quá trình gia công chúng có thể bị mài mòn, gãy ốc vít hoặc sức mẻ, nên khi mua cán dao, chúng ta nên bổ sung thêm các bộ phận kẹp giữ để phòng khi trường hợp khẩn cấp như bể mẻ, rơi tớt,…
CÁN DAO TIỆN NGOÀI( External turning):
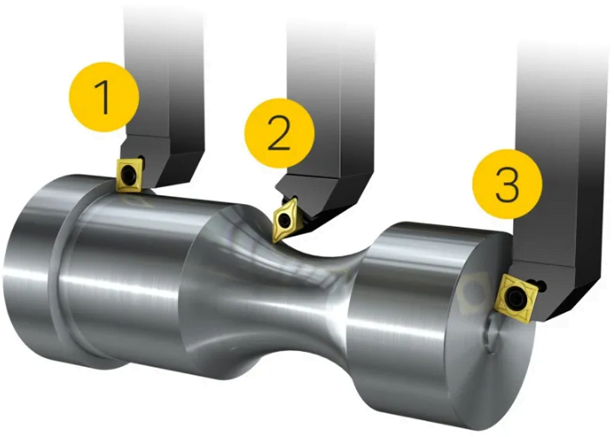
Các hoạt động tiện bên ngoài dựa trên đường kính ngoài của phôi. Vì tiện bề ngoài là một trong những quy trình ưu tiên và được sử dụng phổ biến nhất, nên nhu cầu về điều khiển chip, bảo mật quy trình và chất lượng linh kiện là rất cao. Các lĩnh vực ứng dụng cơ bản để tiện mặt ngoài là tiện dọc (1), tiện biên dạng (2) và tiện mặt (3).
Các điều cần biết khi chọn cán dao và mảnh dao phù hợp với mục đích gia công tiện ngoài:
Tiện dọc trục( Longitudinal turning)
Đối với tiện dọc trục, chuyển động tiến dao của dao dọc theo trục của phôi, có nghĩa là đường kính của chi tiết sẽ được giảm xuống một kích thước nhỏ hơn. Đây là thao tác quay phổ biến nhất.
Khi chọn một dụng cụ để tiện dọc, trước tiên nên chọn hệ thống kẹp của Insert trong giá đỡ dụng cụ. Những gì để chọn được xác định bởi loại hoạt động và ở một mức độ nào đó, kích thước của phôi. Các hoạt động gia công thô trên các phôi lớn có nhu cầu khác biệt đáng kể so với các hoạt động gia công tinh trên các chi tiết nhỏ.
Hình dạng insert:
Góc mảnh dao lớn nhất( 60-90⁰) phù hợp nên được chọn để có độ bền và hiệu quả về chi phí khi gia công.
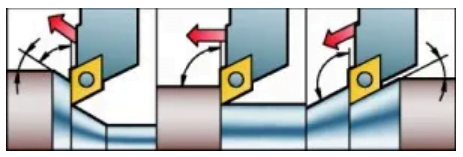
Góc vào của dao( Entering angle):
Góc đi vào của dụng cụ ảnh hưởng đến sự hình thành phoi. Ở góc đi vào 90 ° (góc dẫn là 0 °), độ dày phoi giống như lượng ăn dao, fn. Một góc nhỏ hơn, 75–45 ° (góc dẫn 15–45 °), sẽ làm giảm độ dày của phoi và cho phép tăng độ ăn dao.
Tool holder:
Nếu có vai để gia công, hãy sử dụng một công cụ có góc đi vào 91–95 ° (góc dẫn -1 đến -5°). Sử dụng mảnh dao kiểu C (80°) làm lựa chọn đầu tiên.
Chèn kiểu D (55°) sẽ cho phép tạo cấu hình hoặc các đường cắt dưới.
Nếu không có vai để gia công, có thể tăng năng suất bằng cách chọn mảnh dao hình vuông và góc đi vào 75° (góc dẫn 15°).

Tiện biên dạng( Profile turning)
Khi tiện biên dạng, vết cắt có thể thay đổi tùy theo độ sâu cắt, tiến dao và tốc độ. Các công cụ được sử dụng để tiện biên dạng phải chịu sự thay đổi lớn về ứng suất và độ sâu của vết cắt do các hướng gia công khác nhau và sự thay đổi đường kính. Một trong những thuộc tính quan trọng nhất của công cụ tiện biên dạng là khả năng tiếp cận.
Hình dạng Insert:
Góc mũi phù hợp lớn nhất trên mảnh dao phải được chọn để có độ bền và hiệu quả chi phí, nhưng góc mũi của mảnh dao phải được xem xét liên quan đến khả năng tiếp cận. Các góc mũi được sử dụng thường xuyên nhất là 35 ° và 55 °.
Góc vào dao(Entering angle)
Phân tích biên dạng phôi để chọn góc nhập phù hợp nhất. Phải duy trì góc cắt tự do ít nhất là 2 ° giữa phôi và mảnh dao. Tuy nhiên, vì những lý do liên quan đến độ hoàn thiện bề mặt và tuổi thọ của dụng cụ, nên sử dụng ít nhất góc đi vào 7 ° (góc dẫn 83 °).
Tool holder( Cán dao)
Lựa chọn đầu tiên là một công cụ có góc đi vào 93 ° (góc dẫn -3°) và mảnh dao kiểu D (55°). Nếu cần góc dốc lớn hơn, hãy sử dụng mảnh dao kiểu chữ V (35°).
Đối với khả năng nghiêng theo hướng khác hoặc để làm giảm góc, hãy chọn cán dao có góc đi vào 107–117° (góc dẫn từ -17 đến -27 °).
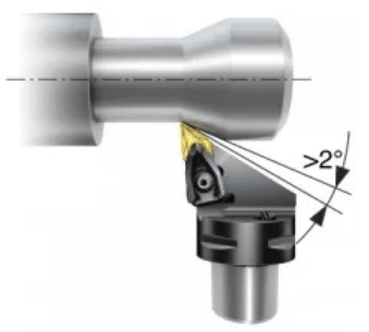
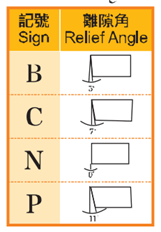
Góc hợp bởi mảnh dao và bề mặt chi tiết
Face turning( Tiện mặt đầu)
Khi tiện mặt đầu, dao được đưa xuyên tâm về phía tâm, ở cuối phôi. Lực cắt xuyên tâm cao, có thể tạo ra độ lệch trên cấu kiện và đôi khi cũng có thể gây ra rung động.
Hình dạng Insert:
Hình mảnh dao phải được chọn theo góc yêu cầu và liên quan đến khả năng tiếp cận hoặc tính linh hoạt cần thiết cho phôi. Góc mũi phù hợp lớn nhất trên mảnh dao phải được chọn để có độ bền và hiệu quả về chi phí.
Góc vào dao(Entering angle)
Góc vào 75° (góc dẫn 15 °)
Việc giảm góc đi vào, (tăng góc dẫn) có thể chuyển hướng một số lực hướng tâm về phía mâm cặp để có độ ổn định tốt hơn và giảm xu hướng rung động.
Tool holder( Cán dao)
Để tối ưu hóa, hãy chọn cán dao có mảnh dao hình vuông và góc đi vào 75 ° (góc dẫn 15 °).
Để có tính linh hoạt, hãy chọn giá đỡ có mảnh dao hình thoi 80° hoặc hình tam giác và góc đi vào 95 ° (góc dẫn -5°).
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạn
