CÁCH GÁ KẸP DAO TIỆN (SET-UP)
Tiện đạt chất lượng tốt phụ thuộc chủ yếu vào hệ thống dao và cách nó được sử dụng cùng với vật liệu được gia công. Do đó, chúng ta cần phải biết cách gá kẹp dao tiện tối ưu nhất.
Phần nhô ra của dao tiện:
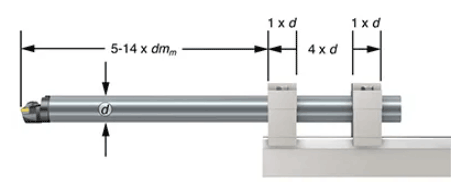
Để gá kẹp dao tiện được tối ưu, chúng ta hãy sử dụng dao tiện có phần nhô ra càng ngắn càng tốt, để tránh rung. Nếu có thể, chúng ta nên sử dụng trục chính phụ hoặc ụ động để được hỗ trợ.
Khi gia công với phần nhô ra dài, điều đặc biệt quan trọng là phải lắp cán dao chính xác, đảm bảo liên kết kẹp cán dao đủ lớn. Chiều dài đoạn kẹp khuyến nghị là 4 lần đường kính cán dao (D). Điều này sẽ đem đến việc thiết lập dao tiện ổn định.
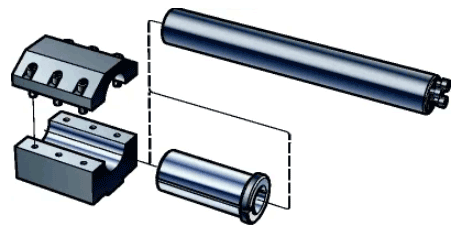
Chuôi cán dao tiện tròn và giá kẹp dao có thể được nối bằng các áo côn trụ (split sleeves). Các cán dao lớn và giá kẹp dao có thể được kẹp bằng hai ổ trục (hình vẽ).
Bảng khuyến cáo chiều dài phần nhô ra tối đa của dao tiện:
| Loại dao tiện | Dao tiện thông dụng | Dao tiện rãnh | Dao tiện ren |
| Cán dao tiện bằng thép | 4 x BD | 3 x BD | 3 x BD |
| Cán dao tiện hợp kim (carbide) | 6 x BD | 5 x BD | 5 x BD |
| Cán dao giảm trấn bằng thép | 7 x BD
10 x BD |
5 x BD | 5 x BD |
| Cán dao giảm trấn bằng hợp kim | 14 x BD | 7 x BD | 7 x BD |
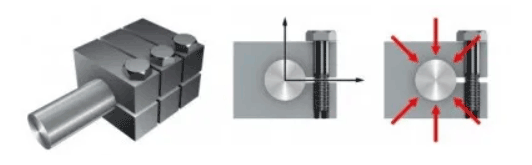
Để dao tiện hoạt động tốt nhất, thì sự tiếp xúc kẹp, thiết kế và dung sai kích thước giữa dụng cụ và giá đỡ dao là những yếu tố quan trọng. Độ ổn định tốt nhất có được khi giá đỡ dao ôm kín hoàn toàn chuôi cán dao. Không nên sử dụng giá đỡ dạng thanh chữ V và giá đỡ hình trụ kẹp vít (hình vẽ).
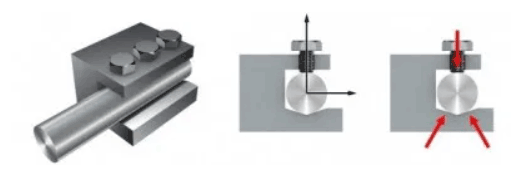
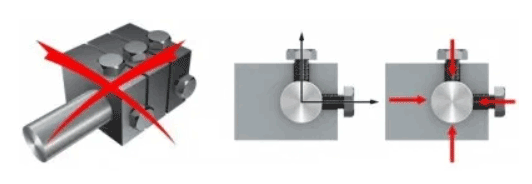
Giá kẹp hình trụ vặn vít
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạng
