CÁC PHƯƠNG PHÁP ĐÁNH BÓNG KIM LOẠI (PHẦN 2)
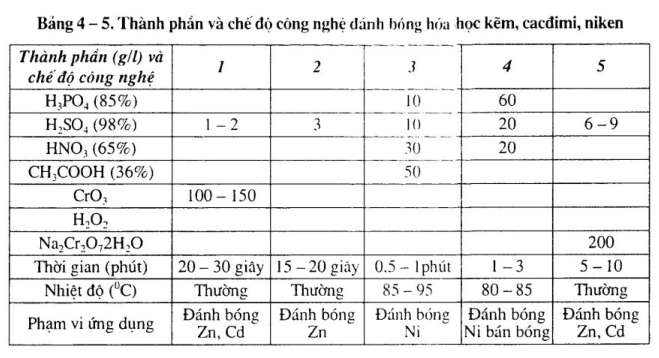
4.3/ Đánh bóng hóa học kẽm, cacđimi, niken
Thành phần và chế độ công nghệ đánh bóng hóa học kẽm, cacđimi, niken xem bảng 4-5.
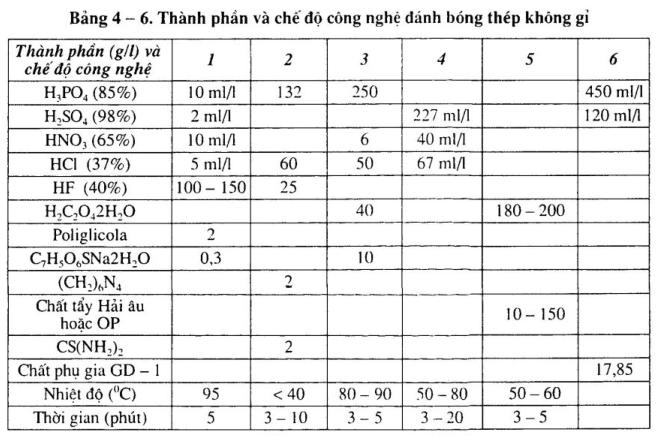
4.4/ Đánh bóng hóa học thép không gỉ
Đánh bóng thép không gỉ xem bảng 4-6.
5/ Đánh bóng điện hóa
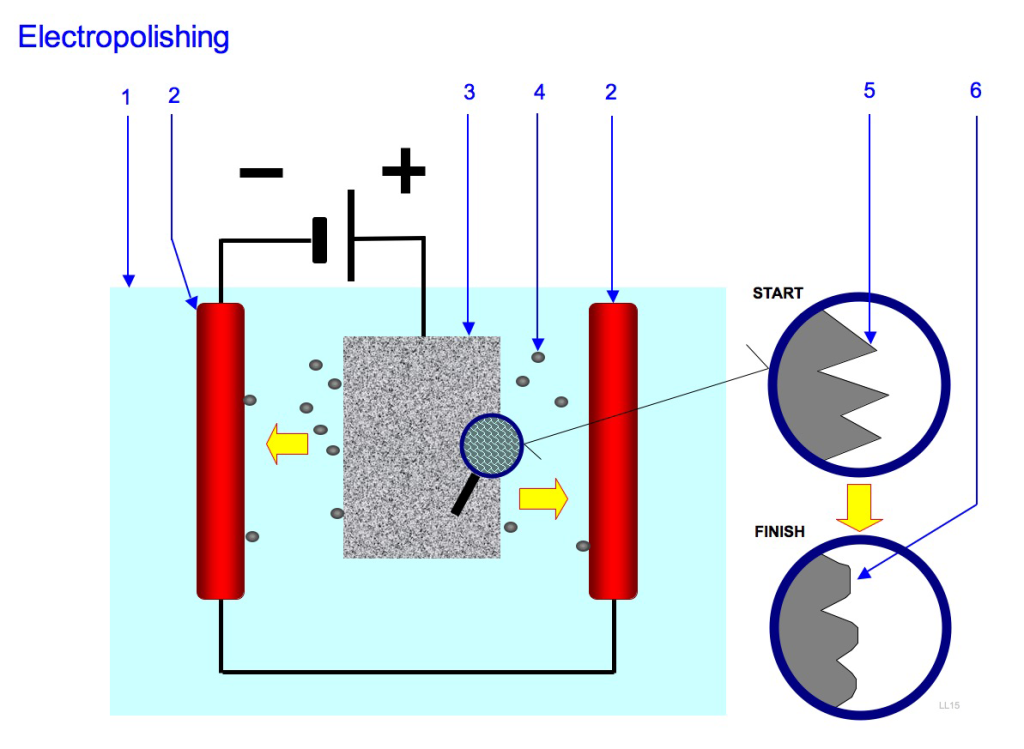
Đánh bóng điện hóa là quá trình đánh bóng chi tiết ở anôt, trong dung dịch đặc biệt, được bề mặt phẳng phảng bóng đẹp. Đánh bóng điện hóa dùng để chuẩn bị bể mặt trước khi mạ, gia công tinh lóp mạ hoặc gia công kim loại loại độc lập. Khi đánh bóng điện hóa, chi tiết kim loại là anôt. catôt là chi hoặc thép không gỉ …
Khi có điện, trên bề mặt kim loại hình thành màng đính, điện trở cao, bể mặt chỗ lồi, mật độ dòng điện lớn, kim loại hòa tan nhanh, chỗ lõm mật độ dòng điện nhỏ, kim loại hòa tan chậm. Do đó, bề mặt chỗ lồi hòa tan nhanh, chỗ lõm hòa tan chậm, bổ mặt kim loại bằng phẳng.
Đánh bóng điện hóa nâng cao hệ số phản quang bề mặt, dùng để gia công tinh chi tiết kim loại… Đánh bóng điện hóa dùng để đánh bóng thép kết cấu, thép không gỉ niken – crôm, đồng và hợp kim đồng, nhôm và hợp kim nhôm, niken, và hợp kim niken…
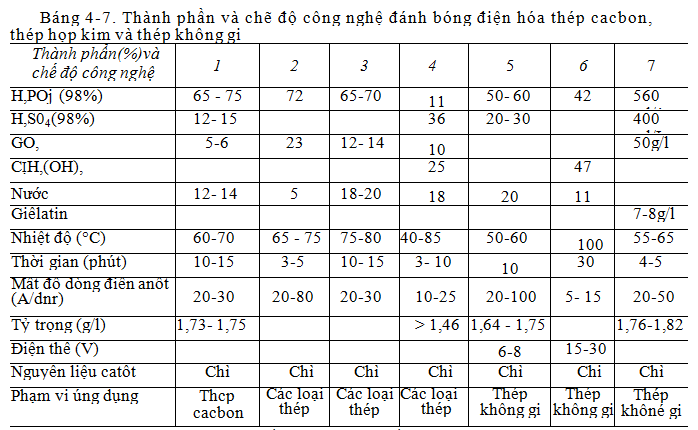
5.1/ Đánh bóng điện hóa sắt thép
Đánh bóng thép cacbon và thép hợp kim thấp, thường dùng dung dịch H,P04 – CrOJt catôt là chì, điện thế 12V. Đánh bóng thép không gí thường dùng dung dịch H,PO4 – H2SO4
Dung dịch đánh bóng mới pha, phải tiến hành xử lý điện phân, diện tích catôt lớn hơn mấy lần diện tích anôt, để một bộ phận ion Cr+6 khử thành ion Cr+\ mật độ dòng điện anôt thường dùng là 30 – 40 A/dnr, với điện lượng 5 – 6 A giờ/l. Sau khi xử lý điện phân, có thế đánh bóng điện hóa.
Trong quá trình điện phân, sự hòa tan sắt làm cho dung dịch không ngừng tích lũy sắt, độ bóng kim loại dần dần giảm xuống. Khi hàm lượng sắt (tính theo Fe^O,) đạt đến 7% – 8%, cần phải thay thế dung dịch. Nếu nồng độ Cr+;* vượt quá 2% (tính theo Cr303), chất lượng đánh bóng giảm xuống. Có thê’ xứ lý bằng cách điện phân với diện tích anôt lớn, anôt là graíit, catôt tốt nhất được cách ly bởi ống sứ. Sau khi điện phân, có thể loại bỏ hợp chất crôm hóa trị ba trong vùng catôt.
Thành phần và chế độ công nghệ đánh bóng thép cacbon, thép hợp kim, thép không gỉ xem bảng 4-7.
5.2/ Đánh bóng điện hóa đồng và hợp kim đồng
– Đánh bóng điện hóa đồng và hợp kim đồng thường dùng dung dịch đánh bóng H,P04 là chính. Dung dịch mới pha cần phải tiến hành điện phân, để dung dịch có một ít ion đồng, nâng cao hiệu quả đánh bóng. Để nâng cao độ bền chống gỉ, tiến hành thụ động hoá trong dung dịch KiCrXT 10%. thời gian I phút hoặc dung dịch C6H5N? 2,5%, thời gian 5 phút.
Thành phần và chế độ cóng nghệ dánh bóng diện hóa đổng và hợp kim đồng xem bảng 4-8.
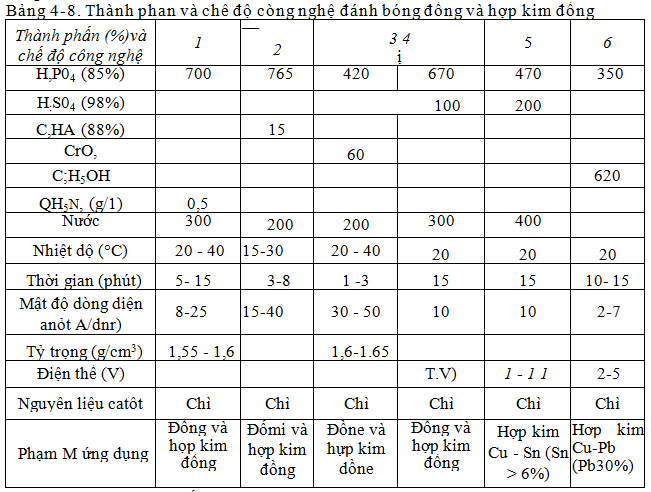
Dung dịch mới pha cán tiến hành diện phán, khi đánh bóng điện phân, catôt dùng và; chịu axit bao lại và thường xuyên xoa rửa bột đồng trên catôt, đổ tránh nhiễm bẩn dung dịch.
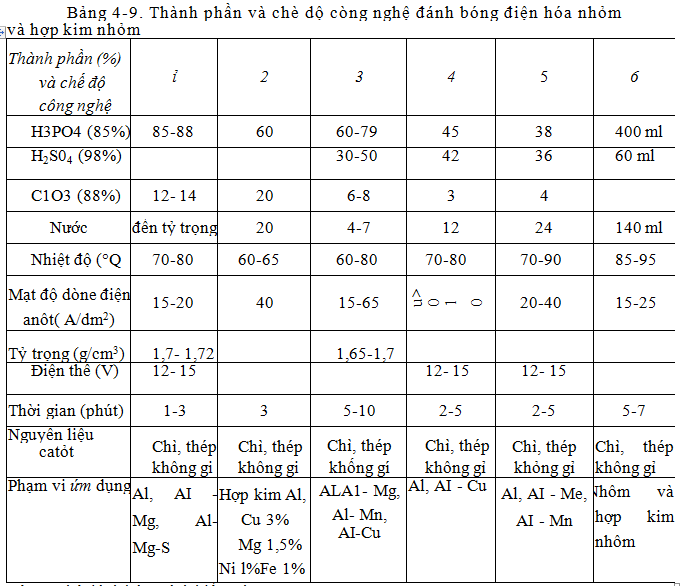
5.3/ Đánh bóng nhôm và hợp kim nhôm
Đánh bóng nhổm và hợp kim nhôm thường dùng dung dịch axit, nhưng đối với nhôm tinh khiết và nhôm hợp kim magie, cần đánh bóng trong dung dịch tính kiềm.
Đánh bóng trong dung dịch axit. tốc độ hòa tan nhanh, hiệu quả đánh bóng tốt. Sau khi đánh bóng điện hóa, trẽn bề mặt hình thành lớp màng oxi hóa. có tính năng chống gỉ. Trong quá trình sử dụng, hàm lượng Cr+3 dần tăng cao, có thê xử lý điện phân để ôxi hóa Cr3 thành Cr+6.
Khi hàm lượng nhôm trong dung dịch vượt quá 5%, cần phải thay thế từng phán hoặc toàn bộ dung dịch. Dung dịch cẩn không có ion clo hoặc hàm lượng thấp hôm 80 mg/1, nếu không sẽ sinh ra điểm gỉ. Dung dịch đánh bóng tính kiềm, có mật độ dòng điện thấp, tốc độ ăn mòn kim loại nền ít, chủ yếu để nâng cao độ bóng của nhôm sau khi đánh bóng điện hóa. Sau khi đánh bóng, trên bề mặt dễ hình thành lớp màng ôxi hóa bán trong suốt.
=> Vì thế sau khi đánh bóng cần phải khử màng trong dung dịch H,P04 và CrOj, thành phần dung dịch là CrO, 10g/l, H3PO4 30 ml/1. Thành phần và chế độ công nghệ đánh bóng điện hóa nhôm và hợp kim nhôm xem bảng 4-9.
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
- Hotline: 094 124 7183
- Email: linhkienvanthai@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C... tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lí, chủng loại đa dạng
